厦门全新彩钢结构有限公司
主营: C型钢檁条机,Z型钢檁条机,琉璃瓦机,楼承板机
活动房专用C型钢机
发布时间:2017-10-20215次浏览
1、换型方式:隔套有级换型改为数显无级换型,换型时间从100分钟缩短至10分钟,换型规格从有级变化转变为无级变化。

2、冲孔方式:成型后冲孔改为成型前冲孔,实现底面与侧面同时冲孔,省去二次加工;横向单孔改为横向双孔,成倍提高冲孔效率。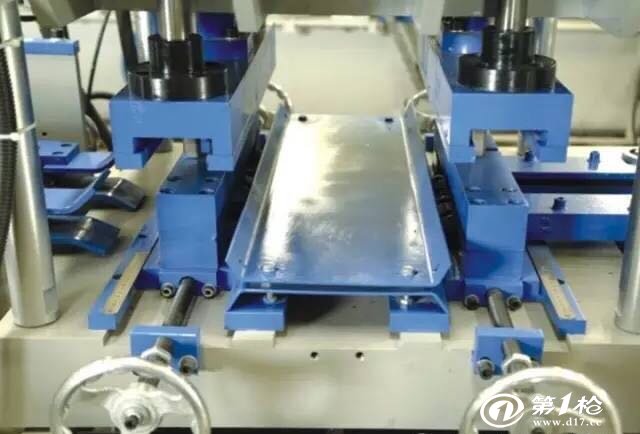
3、剪切方式:无级前剪或有级后剪改为无级后剪,无级提高换刀效率,后剪避免产生张口、甩尾现象。

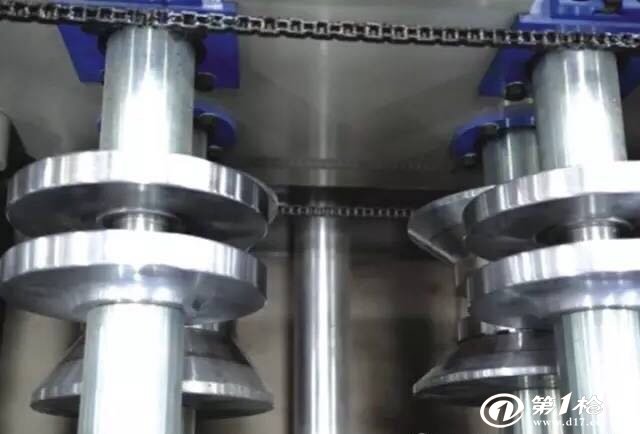
4、传动方式:电机传动改为液压传动,加工速度由原来的8-15m/min提升到现在的16-30m/min,加工速度增加一倍。

5、辊轮材质:Gcr15轴承钢改为Cr12模具钢,通过延长辊轮的使用寿命,进而延长整机的使用寿命。