
苏州恭乐橡塑机械有限公司
主营:色母粒造粒机、低烟无卤料造粒机、内外屏蔽料造粒机、沥青改性造粒机、PPE片材挤出机、EVA片材挤出机

尼龙塑料加纤造粒机
¥220000元/套
中国 江苏 苏州 昆山市
来电请说明在第一枪看到,谢谢!
产品属性
- 机型:
- GLS-65双螺杆水拉条造粒机
- 生产能力:
- 400KG/H
- 螺杆直径:
- 62.4mm
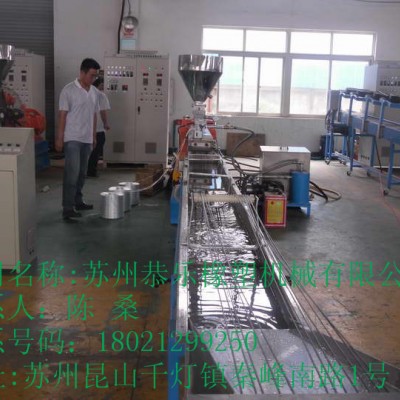
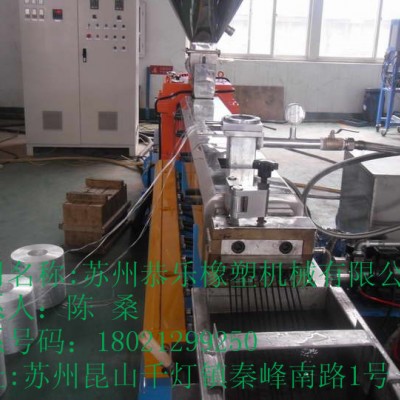
塑料加纤造粒机(双螺杆造粒机):
高混机----螺旋自动上料机------双螺杆造粒机-------冷却水槽-------吹干机-------切粒
双螺杆造粒机时均化段间隙*,则塑料的逆流、漏流现象增加,不但引起挤出压力的波动,影响挤出量;而且由于这些回流的增加,使塑料过热,这是由于摩擦加剧的结果,这种过热,尤其发生在散热不良的环境中,往往导致塑料分解,造成塑化差、成型困难。因此,螺杆与机筒间隙一般控制在0.1~0.6mm间。8. 螺杆头部结构螺杆头部的形状和几何尺寸,与物料能否平衡的从螺杆进入机头,能避免滞流,以免局部物料受热时间过长而产生热分解现象等。不同形状的螺杆头,在挤塑过程中,塑料从螺杆进入机头时的流动方式也不同
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn