
高邑县无忧百货部

104木工刨子电刨轻型单面木工压刨床 压刨机 轻型压刨
产品属性
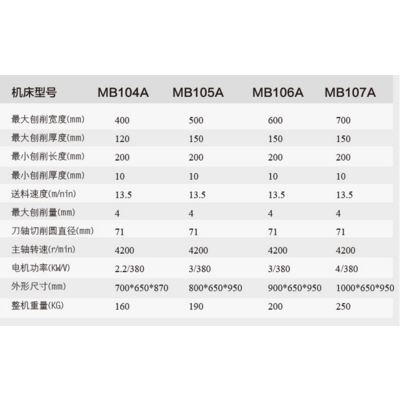
- 切削厚度:
- 120mm
- 刨削宽度:
- 400mm
- 送料速度:
- 13.5m/min
- 重量:
- 160KG
- 外形尺寸:
- 700*650*870
- 品牌:
- 其他
- 类型:
- 直接传动式
- 是否可调速:
- 不可调
- 电源类型:
- 交流电源
- 额定电压:
- 220V
- 型号:
- 104
- 最大切削厚度:
- 120mm
- 刨削宽度:
- 400mm
- 额定输入功率:
- 2.2kw
- 额定输出功率:
- 2.2kw
- 额定转矩:
- 2
- 刀轴转速:
- 4200
- 空转转速:
- 2
- 冷却方式:
- 1
- 壳体材料:
- 金属
- 外形尺寸:
- 700*650*870
- 重量:
- 160KG
单面木工压刨床。
单面木工压刨是木材加工行业中普通的设备,然而它在使用中存在一个非常棘手的问题:就是加工成品有“啃头啃尾”,平面度差。严重影响加工成品的表面质量。

多少年来,一些从事木工机械的人士一直在分析加工成品有“啃头啃尾”,平面度差的原因、研究解决的办法。他们首先从切削力上分析:普通压刨刨床的刨刀轴装四把直 刀,每把刀在整个工件的幅面宽度卜进行切削,切削力F大因此产生的向仁分力F2=F·Sinα。使工件离开工作台面的运动趋势大。并且普通的压刨床为不连续切削,工件头部或尾部必将产生颤动,就产生“啃头啃尾”现象;其次改进前后压紧器的结构,使压紧器尽可能的靠近刨_J]轴,消除了工件头部或尾部在切削中产生的颤动。然而在实际应用中无论压紧器的位置调的多恰当,还或多或少的产生“啃头啃尾”。

技术人士分析产生“啃头啃尾”原因和研究解决的办法是正确的、可行的。但是传统单面木工压刨的工作台升降结构将导致压刨在实际应用中还或多或少的产生“啃头啃尾”。

两个升降螺杆支撑着工作台,使工作台上的滑块沿作机架四个角的导轨升降,实现对工件的定厚。若实现工作台升降,滑块和导轨之间必定有间隙,而两点支撑大幅面工作台,稳定性差。当工件进入压刨,前进给辊压紧工件,此时工作台前半部受到一个向下的压力使工作台前半部向下倾斜,倾角α与间隙有关,两者之间是正比例关系。这样工件没有被后出给辊压紧之前,工件沿倾角α进料,就有“啃头”出现。诚然当工件脱离前进给辊,只有后进给辊压紧工件,此时工作台后半部受到一个向下的压力,使工作台后半部向下倾斜,就有“啃尾”出现。
从以上分析来看,压紧器的位置调到非常恰当的位置,还或多或少的产生“啃头啃尾”的现象是机床本身结构上产生的系统误差。若要消除这种系统误差,就必须消除滑块和导轨之间的间隙己。在机械中消除这种滑动件之间的间隙是很难实现的。有些厂家采用三个或四个升降螺杆支撑着工作台,这样工作台稳定性好了、这种系统误差也消除了,可是这种升降结构的传动复杂多了,并且要想保证三个或四个升降螺杆的升降同步,螺杆和传动件的加工精度要求比较高,使整个机床的制造成本增加很多。

改进
基于以上几种情况的综合分析,既要消除机床本身结构上产生的系统误差,又要不增加整个机床的制造成本,我们在保留和继承传统单面木工压的结构中,把刀轴、压紧器、前进给辊、后出给辊做成相对的一个整体,把工作台升降改为刀轴等整体的升降。改进后的单面木工压刨,工作台为固定的,刀轴等整体的刀轴下用两个升降螺杆支撑着,使刀轴等整体沿作机床上的四个圆导轨升降,实现对工件的定厚。
虽然导柱和圆导轨之间有间隙占,但是工作台固定不动。当工件进入压刨,前进料辊压紧工件,此时刀轴等整体前半部受到一个向上的反作用力,使刀轴等整体前半部向上倾斜,倾角α与间隙占有关,两者之间是正比例关系。当工件脱离前进料辊,只有后料辊压紧工件,此时刀轴等整体后半部受到一个向上的反作用力,使刀轴等整体后半部向上倾斜。由于工作台固定不动,两个升降螺杆支点在刀轴正下方,也就是说刀轴等整体的倾斜是绕刀轴转动的,刀轴与工作台之间的距离H不变,这样就消除了机床本身结构上产生的“啃头啃尾”的系统误差。此种结构的M1B013D单面木工压刨床已经投放到市场,倍受广大用户的欢迎。