
山东金仕霖机械制造有限公司
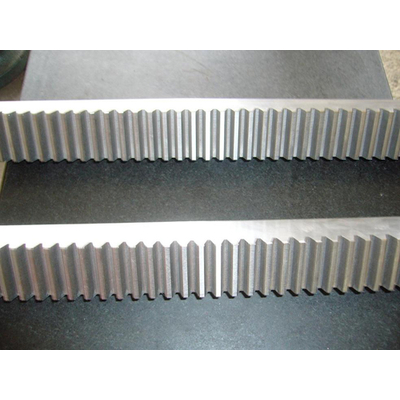
齿条-金仕霖齿条-小模数齿轮齿条
产品属性
当被加工齿轮的齿数为质数时,有以下几种情况:
1、齿数在20以下的质数齿轮,如13,17,19齿等。加工时,分齿交换齿轮的搭配可取他的帧数倍即可。
2、齿数在20~100范围内的质数齿条,工有18个,模数齿轮齿条,即23,29,小模数齿轮齿条,31,37,41,43,47,53,59,61,67,71,73,79,83,89,91,97.加工时,机床附件中通常已备有相应齿数的交换齿条,能满足加工要求。
3、齿数在100以上的质数齿轮,例如101,103,107,109,113,127等等,加工的时候因为无法选取上述分齿交换齿轮,也不能做因数分解而只是加工无法进行,这种齿轮,称为大质数齿轮。

小模数齿轮齿条
滚刀轴向滚切齿轮的方法
轴向滚切齿轮的方法有分为逆向滚切和顺向滚切,
逆向滚切在开始切削时以后直接形成齿形,切削厚度在切削开始时从零逐渐增加,齿条,刀尖吃刀多而压力很大,刀尖既有摩擦有又滑动,磨损较大,对齿条的切削过程是比较平稳的,表面粗糙度较小,这种加工方法适合于比较精密的齿条加工。
顺向滚切它和逆向滚切相反,开始对齿轮切削时有较大的切削刀,刀齿上会形成刀瘤,表面质量和切削平稳性不如逆向滚切。这种方法多用于粗滚齿。高速切削及切削高硬度齿条时滚刀磨损比逆滚小。很多齿条厂都会根据齿轮的精密程度及加工批量制定相应的加工工艺。

齿的折损和缺陷
对于齿轮和齿条来说,齿一段折损,就意味着齿条已经无法使用,但是这种意外却会经常性的发生,齿的折断的原因有很多。
其中一个原因是,当齿轮和齿条啮合部分有*进入时,使其用处于非正常状态下,开放状态下使用,就经常会有螺钉、螺母、板料、垫片等零件有掉落,会损坏齿面。在制造、点检、修理时有东西掉进设备里。当然这类设备都是在密闭状态下使用的机械,经常有些*掉落后,隐藏在齿轮和齿条零件的下侧或者留在油槽里。当啮合时就会出现断齿。
还有一种是组装的原因,当齿条和齿轮轴安装不准确,齿轮和齿条勉强转动,就很容易发生齿的折断,高精密齿轮齿条,侧隙调整不好时,也会发生类似情况,侧隙过小,齿之间相互用力啮合,侧隙过大,则起动时冲击会变大。都会引起齿的折断。

齿条-金仕霖齿条-小模数齿轮齿条由山东金仕霖机械制造有限公司提供。齿条-金仕霖齿条-小模数齿轮齿条是山东金仕霖机械制造有限公司(www.chi-tiao*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:杨经理。
