
山东金仕霖机械制造有限公司
主营:大模数齿条,重型齿条,磨齿齿条,重工齿条
磨齿齿条价格|合肥磨齿齿条|金仕霖齿条(查看)
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性
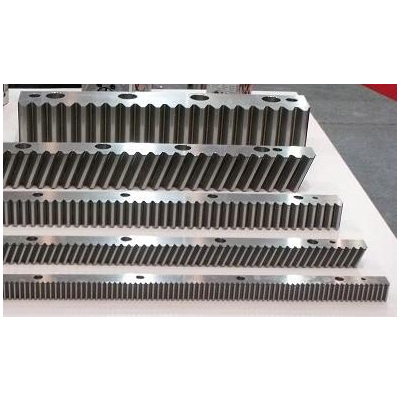
磨齿齿条厂家

磨齿齿条

磨齿齿条价格|合肥磨齿齿条|金仕霖齿条(查看)由山东金仕霖机械制造有限公司提供。行路致远,砥砺前行。山东金仕霖机械制造有限公司(www.chi-tiao*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为链条、链轮较具影响力的企业,与您一起飞跃,共同成功!
当被加工齿轮的齿数为质数时,有以下几种情况:
1、齿数在20以下的质数齿轮,如13,17,19齿等。加工时,分齿交换齿轮的搭配可取他的帧数倍即可。
2、齿数在20~100范围内的质数齿条,工有18个,即23,29,31,37,磨齿齿条厂家,41,43,47,53,59,61,67,71,精密磨齿齿条,73,79,83,89,91,97.加工时,机床附件中通常已备有相应齿数的交换齿条,能满足加工要求。
3、齿数在100以上的质数齿轮,例如101,磨齿齿条价格,103,合肥磨齿齿条,107,109,113,127等等,加工的时候因为无法选取上述分齿交换齿轮,也不能做因数分解而只是加工无法进行,这种齿轮,称为大质数齿轮。
磨齿齿条
大型齿轮的加工,首先对毛坯的有一定的要求。
1、轴齿轮两端的长度要适合于切齿机床上装夹和切齿,必要时应该预留卡头。
2、如果须要对齿条进行机械性能试验,应预留试样。
3、精切齿前,要求经齿部外圆和两端轴径进行磨削,使之和两端中心孔同轴。
4、教习的轴齿轮在卧式滚齿机上切齿时,要考虑在适当部位加工出支撑架中心架所需的家口直径。
齿条的一些较为不常提及的知识
切向综合误差ΔF′ 当齿轮轴线和齿条基准面在公称位置上,被测齿条和理想确测量齿轮单面啮合时,被测齿条沿其分度线在工作长度内平移的实际值和公称值之差额总幅度值。
吃切想综合误差Δ?′ 当齿轮轴线和齿条基准面在公称位置上,被测齿条和理想确的测量齿轮单面啮合时,被测齿条沿其分度线在工作长度内平移一个齿距的实际值和公称值之差的大幅度值。
径向综合误差ΔF″ 被测齿条和理想确的测量齿轮双面啮合时,在工作长度内,被测齿条基准面到理想确的测量吃喽你中心之间距离的量大变动量。
磨齿齿条价格|合肥磨齿齿条|金仕霖齿条(查看)由山东金仕霖机械制造有限公司提供。行路致远,砥砺前行。山东金仕霖机械制造有限公司(www.chi-tiao*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为链条、链轮较具影响力的企业,与您一起飞跃,共同成功!

内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn