
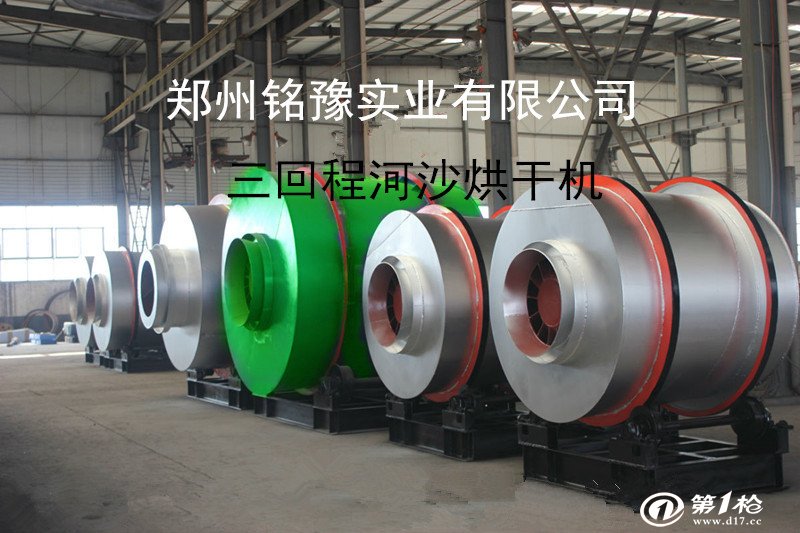
郑州铭豫实业有限公司

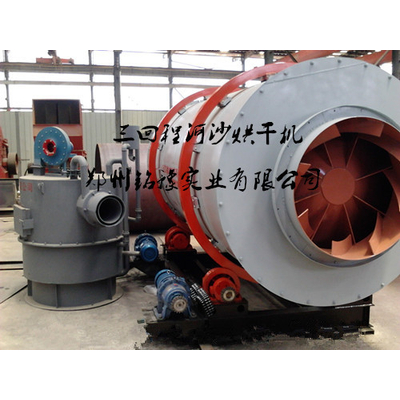
铭豫实业有限公司 MY625多功能三回程烘干机
产品属性
- 外筒直径:
- 2.5
- 外筒长度:
- 6
- 筒体容积:
- 29.43
- 筒体转速:
- 4-10
- 品牌:
- 其他
- 适用领域:
- 多种适用
- 操作方式:
- 连续
- 干燥介质:
- 其他
- 热源:
- 直热式热风炉
- 物料输送方式:
- 振动输送
- 加工定制:
- 是
- 型号:
- MY-625
- 生产能力:
- 20-28
- 倾斜度:
- 45º
- 转速:
- 4-10
- 进气温度:
- ≤60º
- 功率:
- 30kw
- 转筒直径:
- ∅600-∅4000
- 转筒长度:
- ∅2000
- 容积:
- 14-110
- 外形尺寸:
- 2.5x6m
- 重量:
- 7800kg

1、设备是从国外进口产品的20%,采用新防磨技术及特殊材料。而且厚度达8mm以上,使用寿命大大延长。
2、物料初水分15%,终水分确保0.5-1%以下,是水泥厂矿渣粉,干粉砂浆生产线等各种烘干工程好的产品。
3、烘干机套筒设计、单位容积蒸发强度大,热能利用率上升;特殊的热工设计理念,消除风洞热量损耗,增加热交换面积和单位容积蒸发强度,筒体自我保温热效率达70%以上(传统单筒烘干机热效率仅为35%)比传统单筒烘干机热效率达35%以上,节能效果好。
4、燃料可适用白煤、烟煤、煤矸石、油、汽。能烘干20-40mm以下块料、粒料、粉状物料。同时采用清除结皮技术。自动清除烘干过程的结皮,确保设备长期正常运行。
5、比单筒烘干机减少占地面积60%左右。土建建设降低60%左右,安装方便。
6、新型组合式扬料板改变烟气和物料的运动轨迹,使物料与热烟气在各个区域获得好的烘干效果。并且无漏风现象,*了密封难点。
7、水平布置,避*筒回转烘干机轴向窜动问题。无需大小齿轮传动,采用托轮传动。
8、出料温度≤60度,可直接进料库,无需进冷却棚冷却。
9、外筒体温度≤60度,废气温度<120度,除尘设备布袋使用时间长2倍以上。
10、节能,耗煤仅是单筒烘干机的1/3,由于设备结构紧凑、动力小,故电耗低40%,吨标煤耗<9公斤。 1、三回程烘干机的干燥*低,很大程度上取决于燃烧室的好坏,因此,在三回程烘干机操作过程中,必须对燃烧室、鼓风机和除尘吸尘设备加以特别的注意。
2、在开动三回程烘干机*个小时点燃炉子,检查所有的附属设备,包括烘干机的各个传动部分,支拖部分等,都应当紧固、正常、滑滑、可靠方可开车。
(一)点燃炉子前应检查火炉、炉篦子、给料装置、燃烧室、炉坑内的炉渣、炉门、空气导管、调节阀和鼓风机、除尘器等。
(二)开启三回程烘干机前应检查燃料、工具、传动支托装置润滑全部轴承及摩擦面。
(三)开动三回程烘干机的步骤是先启动三回程烘干机电机,后开动运输湿料设备,再启动干料运送设备,形成连续均匀的作业程序。
3、在三回程烘干机运转过程中要经常检查各部分轴承的温度,温度不得超过50℃,齿轮声响应平稳,传动、支托和筒体回转应无明显的冲击、振动和传动,还应该经常做好设备的检查、维护和*工作,其内容应包括:
(一)全部螺栓紧固件不应有松动现象。
(二)要经常注意滚圈和挡轮,拖轮的接触情况。
(三)挡风圈,齿轮罩不应有翅裂和摩擦撞损情况。
(四)各部位应按以下要求进行正常润滑。
润滑点 润滑材料 润滑时间及周期
电机 钠钙脂 6个月;
减速机轴承 钙基脂 6个月;
减速机齿轮 10﹟油 换/3个月;
传动轴承 钙基脂 2次/班;
支托轴承 钠钙油脂 6个月;
挡轮轴承 钠钙油脂 6个月
欢迎新老客户光临指导,我们一起共创美好未来!