泊头市博创机械设备制造有限公司



机床焊接工作台 三维铸件平板 现货供应
产品属性
- 规格:
- 1000*1000*200
- 规格:
- 1200*1200*200
- 规格:
- 2400*1200*200
- 规格:
- 3000*1500*200
- 规格:
- 4000*2000*200
- 品牌:
- 其他
- 材质:
- 铸铁平板
- 用途:
- 铆焊平板
- 加工定制:
- 是
- 型号:
- 1200
- 精度:
- 1级
- 工作面硬度:
- 1级
- 外形尺寸:
- 1000*1000*200
- 重量:
- 300
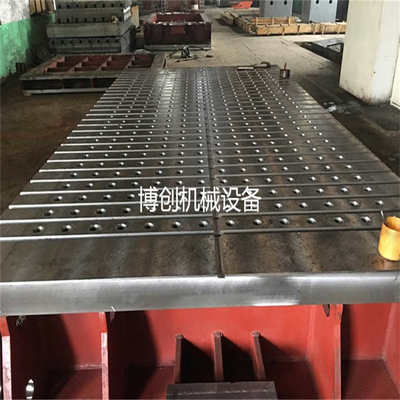
三维焊接平板平台材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,*性能好。
生产的焊接平板平台用途:用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。
三维焊接平台精度:按*标准计量检定规程执行,分别为1、2、3三个等级。
三维焊接平板平台的检验方法:
1、三维焊接平板平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、三维焊接平板平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应*清除型砂,且表面平整、涂漆牢固,各税边应修钝。
3、三维焊接平板平台应经稳定性处理和去磁。
4、T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
5、精度参数。 3级平板未规定接触斑点要求。1级平板要求接触斑点数在任意25×25mm平面内不少于20点。2级平板要求接触斑点数在任意25×25mm平面内不少于12点。
6、T型槽主要检定项目 A、材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。
7、三维焊接平板平台工作面的硬度应为HB170—220或187—255之间。
8、三维焊接平板平台工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)
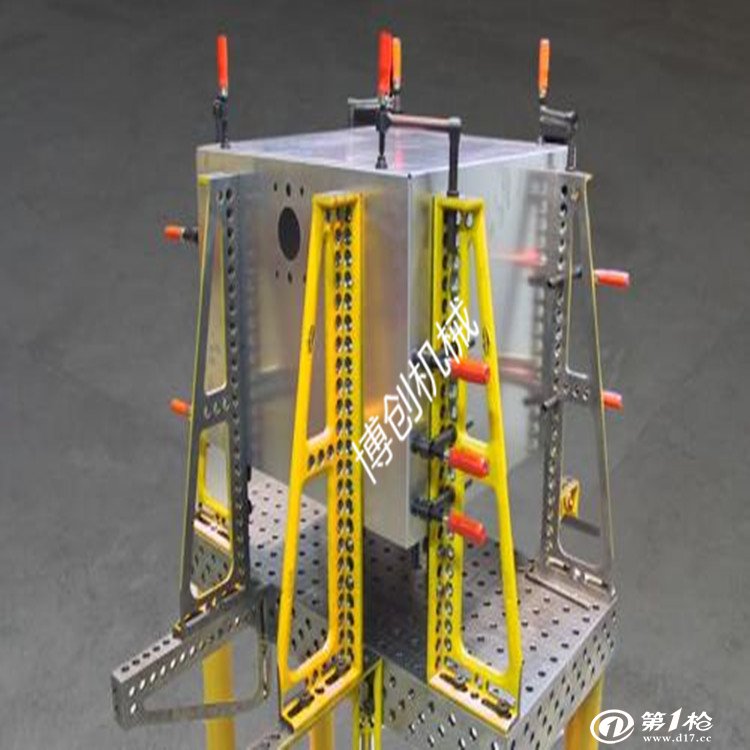
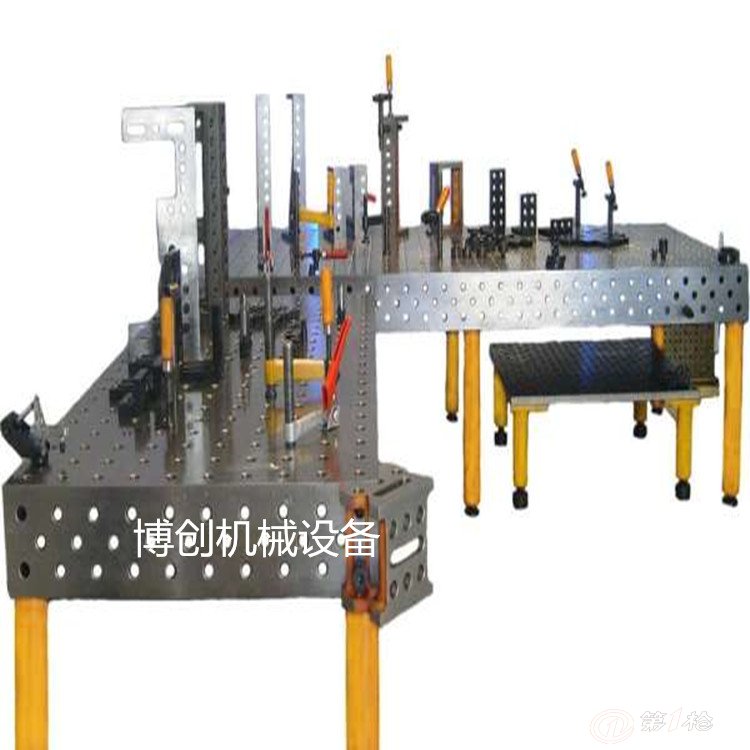
产品分类:按孔系分为:Φ28和Φ16两大系列,按结构分为二维柔性组合工装和三维柔性组合工装,工装平台按材料分为钢件平台和铸铁平台以及复合板平台;
技术参数:28系列工装平台孔距为100mm,16系列工装平台孔距为50mm,平台上均刻有相应的网格线,根据客户要求,在平台的两直角边上面可以刻画毫米标度尺;
1、通用2D、3D工装平台(Φ16、Φ28孔系):
1) 工装平台的平面度:≤0.15mm/1000mm, 3D平台平面与侧面的垂直度:≤0.1mm/1000mm
2) 工装平台材质:钢件(低合金钢Q345),进行整体阶梯式热处理,消除内应力
3) 孔距位置公差±0.05mm以内
4) Φ16系列孔距为50mm,Φ28系列孔距为100mm
2、工装夹具的主要辅件:
1) U型方箱、L型方箱:
材质:Q345,平面度≤0.1mm/1000mm,垂直度≤0.1/200mm、平行度≤0.10/200mm
2) 支撑角铁:
材质:Q345或HT300,平面度≤0.1mm/m2,垂直度≤0.15/200mm、平行度≤0.10/200mm
3) *件:材质:Q345,平面度≤0.2mm/m2,垂直度≤0.15/200mm、平行度≤0.20/200mm
4) 角度器:材质:Q345,可根据刻度**0至225度的任意角度,角度调节*到0.5度
5) 锁紧件:材质:Q345,锁紧力≥1.2T,调质处理HRC32~35°;淬火处理HRC58~62°
6) 压紧件:材质:Q345,调质处理
应用行业:汽车制造、工程机械、船舶修造、航空航天、轨道交通、结构件焊接、钣金箱体、自行车(摩托车)制造、与焊接机器人或*焊机配套等