
东光县祥龙机械厂


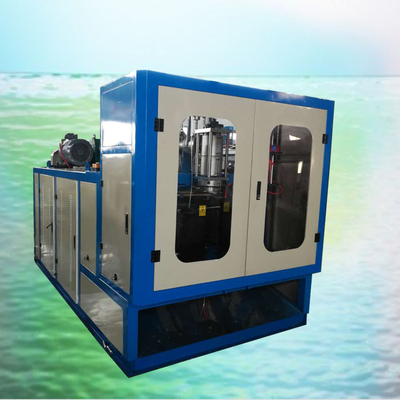

一出一 一出二 一出三 吹瓶机 吹塑机
产品属性
- 螺杆:
- 加瑞达
- 减速机:
- 国贸
- 电机:
- 科比
- 电器:
- 正泰
- 气动:
- 东特气动
- 品牌:
- 祥龙
- 最大制品容积:
- 5L
- 加工定制:
- 是
- 型号:
- XL
- 类型:
- 机械
- 储料量:
- 50
- 螺杆直径:
- 65
- 螺杆长径比:
- 25/1
- 螺杆转速:
- 180
- 合模力:
- 50
- 塑化能力:
- 50
- 允许模具宽度:
- 450
- 允许模具厚度:
- 120
- 工作压力:
- 0.3
- 总功率:
- 11
- 外形尺寸:
- 3600
- 重量:
- 2000kg
一出一 一出二 一出三 吹瓶机 吹塑机合作一定要找资质齐全的厂家,我们只服务有自己的品牌商家,我们真诚服务于做好产品的企业!这是企业的生存根本!自2005年创建以来,我司已具备一般*人资格,通过了ISO 9001:2008质量体系食品质量安全生产等资质。我厂宗旨:“质量保障,服务至上”坚持“以人为本、共创共享”的经营理念,“竭诚为客户提供****的技术、*的产品及****的服务” 热忱欢迎海内外客商前来惠顾,希望与您携手共创*!
一出一 一出二 一出三 吹瓶机 吹塑机吹塑机的节能上可分为两个部分:一个是动力部分,一个是加热部分。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。
加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的30%-70%。
1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。
2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。
3.相比电阻加热,电磁加热器的加热速度要快四分之一以上,减少了加热时间。
4.相比电阻加热,电磁加热器的加热速度快,生产效率就****了,让电机处在饱和状态,使其减少了,高功率低需求造成的电能损耗。
以上四点就是飞如电磁加热器,为什么能在吹塑机上节能高达30%-70%的原因。
吹塑机可分为挤出吹塑机、注射吹塑机和特殊结构吹塑机三大类。拉伸吹塑机可归属于上述每一类中。挤出吹塑机是挤出机与吹塑机和合模机构的组合体,由挤出机及型坯模头、吹胀装置、合模机构、型坯厚度控制系统和传动机构组成。型坯模头是决定吹塑制品质量的重要部件之一,通常有侧进料型模头和*进料型模头。大型制品吹塑时多采用蓄料缸式型坯模头。蓄料缸容积****小为1kg,可达240kg。型坯厚度控制装置用于控制型坯壁厚,控制点****多达128点,一般为20~30点。挤出吹塑机可生产容积范围为2.5ml~104l的空心制品。
注射吹塑机是注塑机与吹塑机构的组合体,包括塑化机构、液压系统、控制电器及其它机械部件。常见的类型有三工位注射吹塑机和四工位注射吹塑机。三工位机有预制型坯、吹胀和脱模三个工位,每工位相隔120°。四工位机则多一预成型工位,每工位相隔90°。此外,还有工位间相隔180°的双工位注射吹塑机。注射吹塑机生产的塑料容器尺寸*,无需二次加工,但模具费用较高。
特殊结构吹塑机是用片材、熔融料和冷坯为型坯吹塑具有特殊形状和用途的空心体的吹塑机。由于生产的制品的形状和要求不同,吹塑机的结构也各异。



